Байк и все что с ним связано — есть способ самовыражения! То, что мы
— на двух колесах, уже есть показатель нашей незаурядности и
неординарности. Но желание самовыразиться порой приобретает довольно
причудливые формы! В этой статье поведем речь о некоторых
доступных способах художественного оформления силового (и других
агрегатов), а также других элементов мотоцикла (на примере “оппозита”).
Неукоснительно соблюдайте меры безопасности при работе вне специально оборудованных для этого рабочих мест!!!
При работе в закрытом помещении, с обязательным принудительным
проветриванием (вытяжка) или же на открытом воздухе — обязательно
наличие индивидуальных защитных приспособлений: комбинезон, плотные
защитные перчатки с отворотами, защита для органов дыхания
(респираторы, респираторы-полумаски типа Senax NP 305, NP 306; АРР
090703 (монопреновые или силиконовые), или 3М серии 2000, 4000 или
серии 6000 с угольными фильтрами или аналогичные маски того же
производителя серии 7000, но с принудительной подачей и откачкой
воздуха). При использовании полумасок обязательны и защитные
слесарные очки (например: Uvex с дужками типа Uvex duo-flex,
обеспечивающими 4-х ступенчатую регулировку длины и угла наклона).
Надобность в подобных мерах безопасности отпадает при наличии
герметичного ящика с откидными боковыми бортами, выполненными из
оргстекла, и встроенными в одну из его стенок стационарными удлиненными
защитными перчатками, что обеспечивает безвредность при обработке.
Кроме упоминавшихся ранее вариантов полировки дюралюминиевых элементов
ДВС (см. МД 4/2006, стр. 54-55), или же их окрашивания (см. МД №
7/2006, стр. 62-63), существует еще целый ряд различных вариантов
художественного оформления этих же деталей. Для начала
рассмотрим гравировку. Стилизованная под каждый конкретный случай,
художественная гравировка поверхностей ДВС и других элементов позволяет
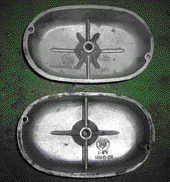
придать мотоциклу неповторимый образ. В нашей стране, естественно,
такой доработке подвергаются мотоциклы КМЗ, но на мотоциклах с силовым
агрегатом от ИМЗ следует обращать внимание на конструкцию крышек,
применяя наиболее подходящие для гравировки модели (М-63, 65, 66, 67,
67-36, с рабочим объемом 650 см3 (фото 1). Независимо от того,
какие из деталей подвергнутся гравировке, их предварительно необходимо
очистить (см. дополнение 1) и подготовить все поверхности. Для этого
достаточно использовать пескоструй (см. дополнение 2). В том случае,
если гравировка наносится на полированные поверхности, то их подготовка
сначала осуществляется путем механической (или ручной) шлифовки
абразивами с промежуточной (проявочной) полировкой, выявляющей все
дефекты. И так — до полного удаления всех дефектов (детально — см. МД
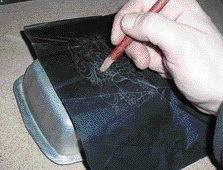
4/2006, стр. 54-55). На этом этапе на деталь маркером наносится
желаемый рисунок. В том случае, если вы испытываете некоторое
затруднение с отображением (перенесением) выбранного или задуманного
эскиза, достаточно использовать старый, добрый способ: перенос через
копирку (фото 2) и затем перенести его на поверхность детали, обводя
контуры. Закрепляем копирку, и, наведя контуры маркером, производим
предварительную разметку (с интервалами 0,5-1,5 см) при помощи
небольшого остроконечного керна и молоточка, по всему периметру
рисунка. Ориентируясь по разметке, при помощи бормашины и набора
соответствующих "буров" (фото 3), наносим рисунок (фото 4).
Полет фантазии в данном случае ограничивается не только вашими
желаниями (фото 5 и 6) и возможностями, но и глубиной контуров рисунка
(см. примечание 1). Работа по гравировке очень кропотлива, монотонна и
занимает много времени. В случае же сомнений в своих силах, вы всегда
сможете воспользоваться услугами профессионального гравера!
Если же вам хватило терпения и вы довольны результатом, то можете
приступить ко второй части "марлезонского балета": на выгравированные
поверхности термостойкой нитро или акриловой краской (цвет можно
варьировать в зависимости от цвета мотоцикла) нанесите рисунок в
несколько слоев. Но перед этим, используя нож для резки картона и
комбинацию с бумажными малярными скотчами (см. дополнение 4), обклейте
его, во избежание окрашивания лишних поверхностей. Для этого
применяется типичный бумажный скотч (шириной от 2-х до 5-ти см). Для
защиты основной площади можно использовать эластичный гофрированный
обводной скотч (шириной 1 или 2 см), или же бумажно-полимерный
окантовочный (узкий) скотч (шириной 4, 6 или 8 мм), для точного
повторения изгибов рисунка. Следующий этап — обработка
поверхности растворителем, с сохранением краски в углублениях
выгравированного рисунка. После чего осуществляется окончательная
полировка поверхности. Эта операция производится, как и вышеописанная,
только "шиворот-навыворот", то есть, заклеивается уже рисунок (во
избежание "протиров" краски при полировке). В данном случае желательно
использовать высокопрочный (армированный) малярный скотч на волоконной
основе. Это так называемый "бронировочный" скотч — он достаточно стоек,
чтобы выдержать воздействие вращающегося войлочного круга, наждачной
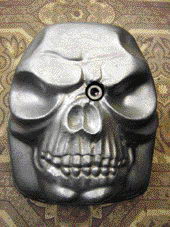
бумаги и других абразивов (см. дополнение 1). Следующий вариант "художества" — это применение "лепнины" (объемного изображения).
Благодаря немногим существующим энтузиастам, на отечественном рынке
мотозапчастей иногда появляются готовые комплекты крышек КМЗ (клапанные
и малая передняя крышка системы зажигания (фото 7)! Подобные комплекты
позволяют создать "базу" для дальнейшего оформления байка (или же
наоборот, можно ДВС оформить в соответствии с общим стилем аппарата!).
К примеру, крышки с "черепным" оформлением можно скомпоновать с
аналогичными зеркалами, стоп-сигналом, различными заглушками,
аэрографией. Тема избитая, но при правильном подходе — вечная!
К превеликому удовольствию, эти комплекты отличаются хорошим качеством
исполнения (и по чистоте литья, и по качеству материала, который не
особо уступает матариалам, применяемым на КМЗ, см. примечание 2), но,
к огромному сожалению, они очень редко встречаются.
То, что можно найти, стилизовано по нескольким, широко распространенным
направлениям: "черепа" (см. фото 7); "мальтийские кресты"; "орлы";
эмблема "Индиан" и другие варианты. Вот только слишком малая часть
подобной продукции, произведенной русскими "коллегами", проникает на
наш рынок! А ведь с изготовлением подобного рода "фишек" сопряжена
масса кропотливого труда. Особенно, с учетом сложности освоения
литейного дела и проблем идеальной подготовкой матриц в домашних
условиях... Простым решением проблемы объемного оформления
дюралюминиевых деталей является наваривание (наплавление)
аргонно-дуговой сваркой однородного материала (см. примечание 2).
В таком случае, необходимо использовать либо новые детали, либо
подвергать их тщательной обработке очищающими и обезжиривающими
средствами. Так как масло, засевшее в порах литья, при проведении
сварочных работ будет провоцировать усиленное порообразование! (См.
примечание 1). Деталь должна жестко фиксироваться к отшлифованной
поверхности. Остывание — естественное. Обязательна последующая проверка
геометрии и при необходимости — притирка на специальном притирочном
столе (или шлифовка на шлифовальном станке).
После завершения наплавления необходимого (достаточного) слоя метала
и убедившись в правильности формы детали, можно, используя бормашину,
необходимые фрезы и насадки (см. фото 8), создать рисунок. Его рельеф
подгоняется "вручную" до состояния, пригодного для окончательной
доводки детали (см. фото 9). Более сложный способ — это
изготовление и фиксация накладных элементов декора. В таком варианте
можно обойтись без металлов, а использовать накладные элементы,
изготовленные из стекловолокна ("стекломат", "стеклопорошок",
"стеклорогожа", или же более качественных и дорогостоящих материалов
типа "карбон") и 2-х компонентных полиэфирных смол (например,
"Peredot" (USA), или же воспользоваться технологиями для применения
"Гелькоата" (USA). Композиты смешиваются одновременно, с использованием
красителей на акриловой основе, в пропорциях, необходимых для придания
детали соответствующего окраса. Можно создать видимость того, что
крышки изготовлены из "карбонового" волокна. Для этого "карбоновым"
волокном обклеиваются необходимые поверхности. Металл предварительно
обрабатывается грубой наждачной бумагой (Р80-100), затем на него
наклеивается (см. дополнение 3) "карбоновое" волокно, на которое в
последствии напыляется акриловый 2К прозрачный HS лак. При отсутствии
"карбона" или средств на его приобретение, деталь можно обклеить
стекловолокном крупной фракции — "рогожей", которая перед нанесением
лака окрашивается соответствующей по цвету нитрокраской в базовый цвет.
В конечном варианте создается впечатление использования "карбонового"
волокна. Менее трудоемкий и финансово приемлемый выход —
применение термостойких типов пластика ( РА-6, РС — температура
плавления 450 0С) с последующим технологически правильным окрашиванием
поверхности. Качественным и практичным дополнением в оформлении
силового агрегата может стать применение однотипного хромированного
крепежа, например, под внутренние шестигранники с маркировками 8/8,6/6,
(минимум 4/4). Метизы, из нержавеющей стали общего назначения
(например, фурнитура), обладают слишком слабыми показателями (чрезмерно
быстро изнашиваются). А при различных нагрузках из-за высокого
содержания хрома данный крепеж слишком хрупок. Поэтому, при выборе
"нержавеющего" крепежа уделите ему особое внимание. А вот
декорирование байка при помощи кованых или отчеканенных деталей — это,
к сожалению, большая редкость в нашей стране. Хотелось бы в дальнейшем
поднять эту тему отдельно.
Примечания: 1. Глубина рисунка должна быть не
менее 0.3-0.5 мм (это позволит сохранять рисунок при последующих
полировках) и не более 2 мм). Особенно это необходимо учитывать при
нанесении узоров на поверхности деталей с тонкими стенками, (боковые,
или клапанные крышки). В любом случае желательно защитить крышки от
повреждений (поставить дуги безопасности). При затяжке
"ослабленных" клапанных крышек возможна их деформация и разрушение
фиксационного отверстия. Для предотвращения этого необходимо опытным
путем определить свободную длину шпилек и изготовить распорные втулки с
увеличенными диаметрами упорных плоскостей. Втулки изготавливаются из
латуни, алюминия или дюралюминия. В том случае, если при
гравировке открылась пора (данный дефект очень вероятен!) крышку
изнутри необходимо обработать слоем термостойкого (печного) лака, дабы
предотвратить масляные запотевания в процессе эксплуатации ДВС.
Подобная операция необходима и деталям, которые подвергались доработке
наплавлением металла! 2. Картерные крышки КМЗ изготавливаются
также, как и блок — путем литья, с последующей механической доводкой.
Выполняются они, как правило, из дюралюминиевого сплава АЛ-5 и имеют
твердость 70 НВ. Также могут попадаться образцы, выполненные из
аналогичного сплава АЛ-10. (Часто это — клапанные крышки и передние
крышки картера двигателей К-650, МТ-9 (10-32; 10-36); МТ "Днепр"-11
(16). В моделях ДВС КМЗ К-750, МТ "Днепр"-12 передние крышки картера
изготовлены из сплава АЛ-10В и имеют твердость 65 НВ. 3. Основное
требование, предъявляемое к подобным доработкам — вся обвеска ДВС не
должна ухудшать его охлаждения. Допускается незначительное ухудшение
естественного воздушного охлаждения (на 5-10%), но при наличии
усовершенствованной системы смазки (увеличенный объем масла в поддоне
картера, маслонасос увеличенной производительности, масляный радиатор и
вентилятор, дополнительные масляные магистрали), подробней смотри "МД"
№ 3/2006, "ТехЗона", статья "Не доводи до инфаркта").
Дополнения: 1. Абразивные круги типа: Clean
& Strip (ХТ), 3М (или АРР или Sia) диаметром 100 и 150 мм, из
пористого материала с абразивной пропиткой (фото 12). Их удобно
использовать для очистки труднодоступных участков (например,
пространства между ребрами охлаждения). Для высококачественной
обработки ровных поверхностей рекомендуется использовать абразивные
круги типа Bristle с пропиткой абразивным составом и изготовленных
методом литья под давлением. Они позволяют эффективно, без риска
травмирования, удалять дефекты с поверхностей. Bristle рекомендуется
применять с Г-образной машинкой (фото 12), на скоростях от 12000 до
18000 об/мин, с тарелками-держателями 3М Roloc Bristle.
2. Пескоструйная обработка осуществляется путем подачи направленной
струи абразивного гранулированного материала под высоким давлением
воздуха. Для этого применяется специально приспособленный
пневмопистолет (например, De Vilbis (USA); Anest Ivata (Japan); Cenhell
(Germanу); Toya Tools, Gev, Senax, Sigma типа- №850503 (фото 10) или
переоборудовать (токарные работы) пневмопистолет для мойки (из набора
850002), посредством которого, при подаче в него высокого давления
воздуха (не менее 6-8 атм.), осуществляется забор из емкости
абразивного материала. В корпус пистолета установите
фильтр-влагоотделитель, (например, Senax LF-02 или LS-02). После
проведения работ пистолет подлежит тщательной чистке (для этого
применяются спецнаборы для чистки пневмоинструмента, типа Senax LT-17,
LT-22). Данный тип обработки поверхности металлов применяется для
высокоэффективного удаления старых лакокрасочных покрытий, коррозии
(эрозии), накипи нагара и других негативных образований. В качестве
абразива самое широкое применение получил кварцевый песок. Однако
сейчас уже достаточно широко применяется иной вид абразивов — мелко
гранулированные разновидности высокопрочных полимерных соединений.
Использование в качестве абразивного материала морского (белого) песка
крайне нежелательно, это намного менее эффективно и предполагает
тщательную его фильтрацию. Речной песок — еще хуже. Его гранулы
разбиваются в пыль, которая быстро выводит оборудование, респираторы (и
ваши легкие!) из строя. Работайте только в средствах индивидуальной
защиты и в помещении с мощной вытяжной вентиляцией! 3. Кроме
вышеупомянутых 2К полиэфирных смол, склейку деталей можно осуществлять
цианоакрилатными или метилакрилатными 2К клеевыми составами. Например:
а) Циано-акрилатный клей В-20 ("3М") — "моментальный" прозрачный
клеевой состав. б) Метил-акрилатный клей со спецдобавками
(эпоксиполиадгезив "Done Deal" DD-6573 для металлов, DD-6580 — для
пластиков, 2-х цветный состав. И другие (Mannol, Loctite, Terason). 4. Малярные скотчи (см. фото 11):
Roberlo (Robtape) серии от №39600019 до 39600050 "3М": а) трафаретная
лента 06314(06312) — 25,4 мм, двухполосная Х1 — 3,9 мм б) высокоэффективная лента 07894 — 07899 (ширина от 15-ти до 50 мм) в) универсальная лента 06295-06313 (шириной от 15 до 50 мм) - серия 218(06300-06305) шириной от 3-х до 19-ти мм - серия 471(06404-06409) шириной от 3-х мм до 19-ти мм. Loctite (Terason): бронированный скотч (каталожный номер — ZEPK 16. АРР: а) бумажный малярный скотч (белый) 070201-070205, от 18-ти до 48 мм.; б) бумажный малярный скотч (коричневый) 070206-070210, от 18 до 48 мм.;
О внедрении принудительной жидкостной системы охлаждения ДВС КМЗ читайте в рубрике "ТехЗона" позднее.)
Текст: Марченко Илья, г. Белгород-Днестровский Фото: автора